吹膜机控制系统
2020-03-06
1、 吹膜机工作原理
将干燥的聚乙烯粒子加入下料斗中,靠粒子本身的重量从料斗进入螺杆,当粒料与螺纹斜棱接触后,旋转的斜棱面对塑料产生与斜棱面相垂直的推力,将塑料粒子向前推移,推移过程中,由于塑料与螺杆、塑料与机筒之间的摩擦以及粒子间的碰撞磨擦,同时还由于料筒外部加热而逐步溶化。熔融的塑料经机头过滤去杂质从模头模口出来,经风环冷却、吹胀经人字板,牵引辊,卷取将成品薄膜卷成筒。
2、 主要结构
主要由挤出机、机头、模头、冷却装置、稳泡架、人字板、牵引辊、卷取装置等组成
1、 控制系统功能
(1)数据采集:按照指定或系统默认方式,对各个监测点进行数据采集。
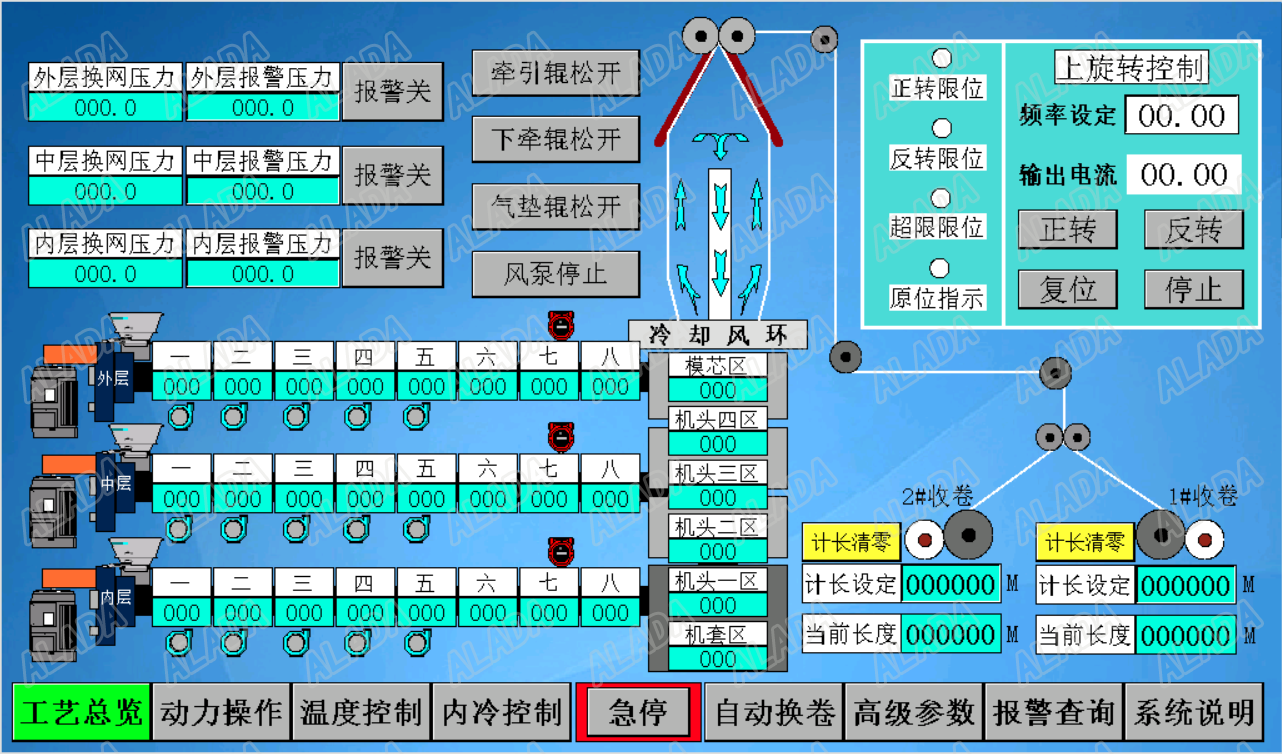
(2)显示各加热区温度、机桶压力、薄膜幅宽、生产米数、主机电流、各部位频率、变频器状态等。
(3)对主机、主风机、内冷进出风机、上牵引、下牵引、卷取电机、加热器、电磁阀等执行机构进行自动控制。
(4)报警及故障处理:系统发生故障时,报警信号显示。
4、 重要控制环节:
(一)加热系统控制
根据吹膜机型号不同,分为单机、ABA、三层共挤、五层共挤等机型,加热区的数量及功率大小也不一定,系统采用每个区单独安装热电偶的方式进行温度检测,实际温度采集回PLC后,经PID计算控制每个加热区的固态继电器以保证温度稳定不超调,系统设置冷却风扇,在温度超过设定值时介入控制,以便快速降温。每个区设置不同的报警温度,在系统出现异常时及时报警,便于检修。
(二)膜泡内冷控制
膜泡内冷控制系统由气体交换装置、内冷却风环、进排风机与信号检测、控制电路等构成。该系统具有快速冷却膜泡,及时排除膜泡内热、水分子物质和废气,补充新的冷气,降低膜泡内部温度,提高产量和薄膜的力学性能等特点
电气系统由进风风机、出风风机及相关变频器,超声波传感器,可编程控制器及模拟量输入输出模块,人机界面等组成,通过控制变频器的风量来改变膜泡的大小从而达到较为稳定的膜泡。
系统特点:
1. 薄膜的宽度可以被实时显示、控制。
2. 操作简单,手动/自动方便转换。
3. 响应快速,自动运行后能快速稳定。
4. 显示准确,控制精度高。
(三)旋转牵引系统
牵引系统采用水平±360°往复式旋转,使薄膜线速度恒定。该系统的驱动机构,人字板、牵引装置和薄膜旋转机构相对于膜泡以0.1~0.3r/min的速度缓慢进行±360°匀速转动、使模头、风环和塔架引起的膜厚偏差随机均匀分布,保证了收卷后膜卷成型的高质量。
系统设置原位信号、正转到位信号、反转到位信号、超限信号,系统运转过程中出现超位运行碰触到超限信号后马上停车并发出报警信号,需手动复位后可再次运行,运行过程中按下复位按钮,系统将自动回到原点并停车。
(四)辅机张力控制系统
为了保证下牵引和收卷机构能够取得平稳、高质量的薄膜成品,在牵引和下牵引辊子之间安装张力检测轴,通过上牵引速度、张力检测等反馈系数自动调整下牵引运行速度和卷取运行速度,使得每个部位薄膜的线速度保持一致并施加一个大小合适且力度均衡的张力,辅机控制一般分为张力模式和速度模式,采用张力模式时,通过PID计算实时控制,采用速度模式时,通过一系列的计算公式计算出每个辊子的线速度,控制变频器使得各部位线速度同步。
(五)自动换卷控制系统
技术先进、操作安全、维护方便,具有自动换卷、切断和卸卷功能,降低了人力资源成本,提高了功效。
1.传动气缸选用带磁性感应探头,配磁性感应开关,确保传动的平稳、可靠、灵敏以及使用寿命。
2.安装空轴检测、动作到位检测、初始位置检测等霍尔传感器,确保自动换卷过程的正确和安全
3.系统设置模式选择,可选择计米到达后自动换卷和人为换卷,适应不同的生产场合需求
4.系统分为单面换卷和双面换卷两类。
5.各动作部位可手动点动操作,调试维修方便,操作灵活。